PROFILE
SERVICE
5axis
EQUIPMENTS
RECRUIT
MOVIE
BLOG & NEWS
BLOG
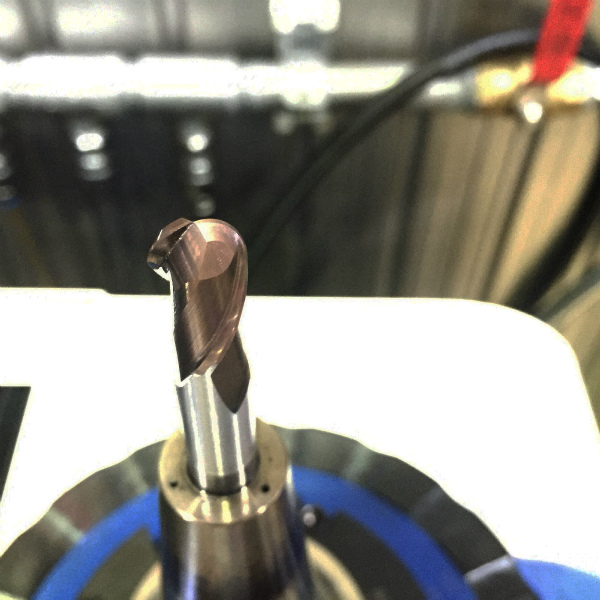
16/04/15 当たらないように
当たらないように。。。。 CAM-TOOLが 「干渉無し!」 と言ってきたら、当たりません。 よっしゃ!! ということで、、、ですが、実は↑の画像に出てる刃物は市販されてる規格ではございませんで。^^; R0.3 ボール…
2016.04.15
16/04/08 今月末の予定
家の前が桜並木なんですが、散った桜でうちの車は「サクラ柄」になり 「昨日、夜桜見に行っただろ」と疑われますが、それさ、濡れ衣です(笑)^^; と、まぁ、4月ですね。 。 今月末に当社内で機械の入れ替えがあり…
2016.04.08
16/04/01 快削!!
ある切削工具メーカーさんと、協同して取組んでいるボールエンドミル。 SKD61系 焼入れ HRC45-50 の領域において、 驚くべき長寿命が得られる、というなんとも興奮する結果が出た。 素晴らしい。 正直…
2016.04.01